Stranggießanlage
Die Stranggießanlage ist eine Anlage zum Vergießen von Stahl. Der in der Primärstahlherstellung erzeugte und mittels Sekundärmetallurgie aufbereitete flüssige Stahl wird in dieser Anlage zu massiven Stahlblöcken verarbeitet. In Abbildung 1 ist eine Stranggießanlage schematisch dargestellt.
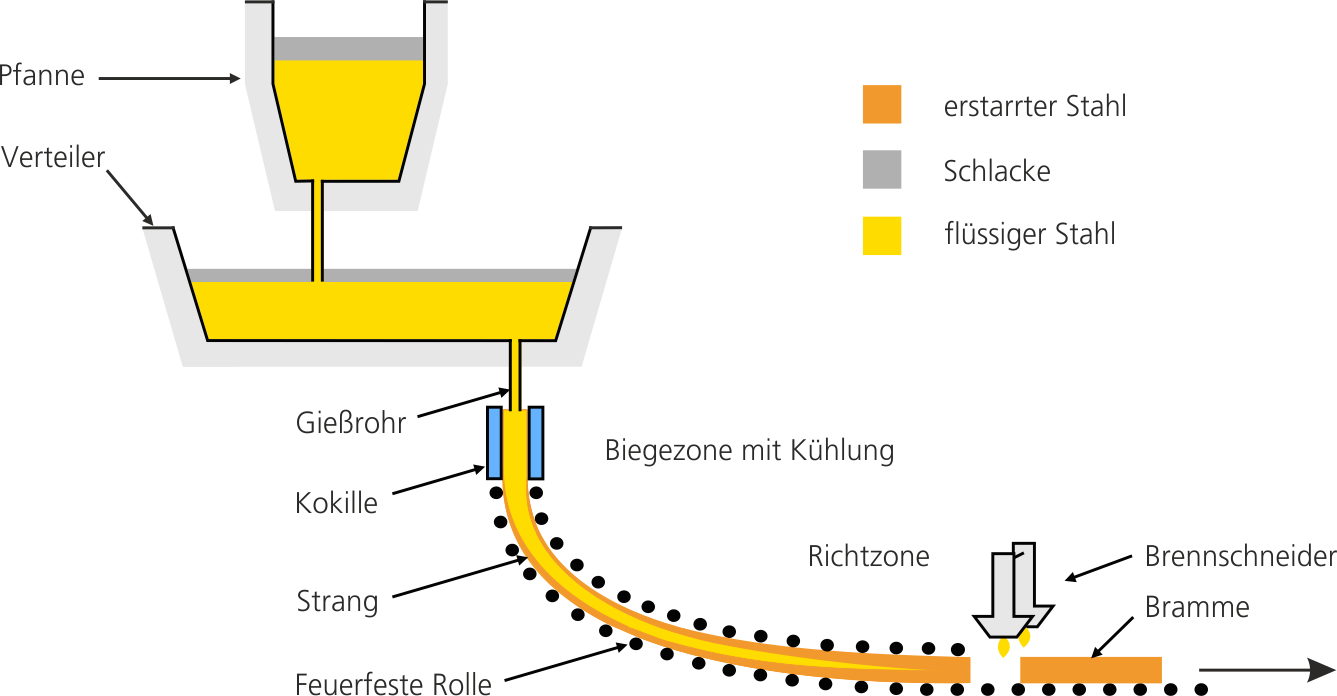
Der flüssige Stahl wird direkt aus der Sekundärmetallurgie in einer Pfanne zur Stranggießanlage transportiert und dort in einen Zwischenbehälter geleitet. Dieser Behälter wird Verteiler oder Tundish genannt und ist für den gleichmäßigen Stahlfluss verantwortlich. In der Regel wird der flüssige Stahl mit Gießpulver abgedeckt. Dadurch bildet sich eine Schlacke, die den Sauerstoffzutritt zu dem flüssigen Stahl verhindert. Vom Verteiler fließt der flüssige Stahl über ein Gießrohr in die sogenannte Kokille. Dabei handelt es sich um eine wassergekühlte Durchlaufform aus Kupfer, die den späteren Querschnitt des Stahlstrangs bestimmt. In der Kokille erstarrt die Randzone des Stahls, wobei der Kern weiterhin flüssig bleibt. Der am Rand erstarrte Stahl wird nach unten aus der Kokille gezogen, während oben ständig flüssiger Stahl nachläuft. Somit bildet sich ein endloser Stahlstrang, der über feuerfeste Rollen nach unten geleitet wird. Der Stahlstrang wird weiterhin gekühlt, damit eine gleichmäßige Erstarrung über den gesamten Querschnitt erzielt wird.
Um die Bauhöhe der Stranggießanlage zu verringern, wird der Stahl in der sogenannten Biegezone von der Senkrechten in die Waagrechte gebogen. Zur Anwendung kommen hierbei oftmals Biegezonen mit kreisförmiger oder ovaler Biegung. Am Ende der Biegezone wird der Stahlstrang in der Richtzone gerade gerichtet und mittels Brennschneidern in einzelne Blöcke geschnitten. Weisen diese erstarrten Blöcke oder Platten einen rechteckigen Querschnitt auf, deren Breite und Länge ein Vielfaches der Dicke beträgt, so werden sie als Brammen bezeichnet. Lange Stahlblöcke mit quadratischem, runden oder ovalen Querschnitt werden als Knüppel bezeichnet. Da die Brammen und Knüppel noch nicht ihre Endabmessungen aufweisen, werden sie als Halbzeug bezeichnet und müssen im Zuge der Formgebung von Stahl in ihre endgültige Form gebracht werden. Um den Aufwand für die nachfolgende Formgebung zu verringern, kommen auch Stranggießverfahren zum Einsatz deren Erzeugnisse näher an den gewünschten Endabmessungen liegen. Beispiele hierfür sind das Dünnbrammengießen, Vorbandgießen oder Bandgießen.
Englische Übersetzung(en):
continuous casting of steel, continuous caster

Creative Commons Namensnennung - Weitergabe unter gleichen Bedingungen 3.0 Deutschland (CC BY-SA 3.0 DE)